
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让涂塑钢管饮水内壁IPN8710防腐钢管厂家大量现货自己向您展示它的卓越品质和出色性能。
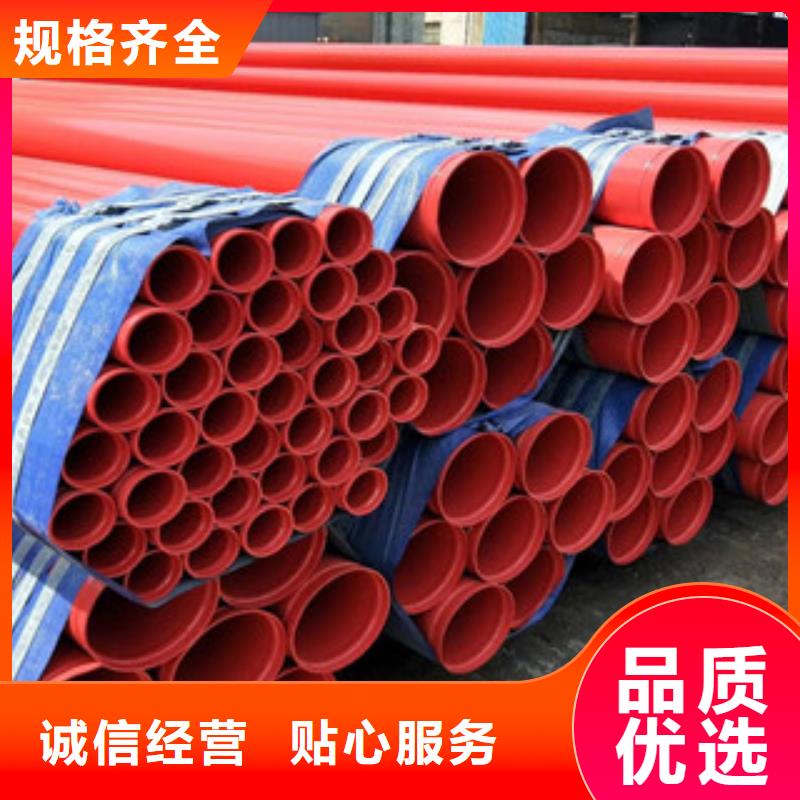
以下是:涂塑钢管饮水内壁IPN8710防腐钢管厂家大量现货的图文介绍
对内外涂塑钢管在消防中的使用,我们给大家介绍一些关于这些方面,因为消防中内外涂塑钢管的疏通性一定要好,并且进行定时检查,因为在关键要用的时候,可能会出现堵塞的情况,所以需要注意的问题下面详细的介绍给大家。经济的发展,带动建筑新材料的更新换代,建筑消防给水系统传统采用的管材,一般是采用热镀锌钢管,但是,在使用过程中,发现金属腐蚀问题日趋严。
所以普通金属管道选择了直接焊接,直接焊接方式性能稳定,牢靠,但是这种方式在涂塑钢管焊接过程中导致内壁涂层的破坏,终导致涂层达不到其耐防腐,耐磨损的效果。这里值得注意的是衬的不锈钢管长度要大于涂层被破坏的宽度。 我公司的双金属焊接涂塑钢管以及双金属焊接技术已经达到水平,成功案例数不甚数,例如:上海工商银行外高桥分行项目、南昌江铃汽车、辽宁葫芦岛造船厂项目等、无锡丽森大酒店、四川广元机场,贵州毕节机场、苏州财富广场、上海一汽大众改造基地等。产品被广泛应用于消防,厂房排污,中央空调暖通制冷循环水,化工防腐,市政给排水等领域。
所以普通金属管道选择了直接焊接,直接焊接方式性能稳定,牢靠,但是这种方式在涂塑钢管焊接过程中导致内壁涂层的破坏,终导致涂层达不到其耐防腐,耐磨损的效果。这里值得注意的是衬的不锈钢管长度要大于涂层被破坏的宽度。 我公司的双金属焊接涂塑钢管以及双金属焊接技术已经达到水平,成功案例数不甚数,例如:上海工商银行外高桥分行项目、南昌江铃汽车、辽宁葫芦岛造船厂项目等、无锡丽森大酒店、四川广元机场,贵州毕节机场、苏州财富广场、上海一汽大众改造基地等。产品被广泛应用于消防,厂房排污,中央空调暖通制冷循环水,化工防腐,市政给排水等领域。


关于给水涂塑复合钢管的工艺介绍,主要有静电喷涂及热浸塑,一般静电喷涂适用于任何领域的用管要求,热浸塑可以用在消防、电缆穿线管等领域。它的工艺基本如下,首先将普通钢管经过一些列前处理包括倒角去毛刺、端面整平、喷砂除锈等,接着预热,使温度达到220℃,然后将预热好的钢管进行静电喷涂或浸塑在聚乙烯粉末中,如果产品喷涂的是环氧树脂则需要送往固化炉固化,固化温度要求达到280℃左右,四小时后即可取出产品,*经过修补,即产品加工完成。加工工艺中要注意的细节也非常多,比如涂塑层要均匀,每一处地方都要喷涂到,浸塑时间的控制等,要想把该产品做好 要选择优质的环氧或聚乙烯粉末,然后需要有先进的工艺技术,*要有先进的设备支持。




生产工艺
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。


其中分为PSL1和PSL2两个级别)、SY/T5040-2008(桩用螺旋焊缝钢管)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊能源、交通、石油化工等设施的建设和维修所需防腐钢管仍在钢材市场需求中占有相当重要的地位大口径焊接钢管钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋管主要用于石油、天然气的输送管线,其规格用外径壁厚表示。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。螺旋钢管的特点:螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊。
具体有4条先进的螺旋管设产线,制作Φ159-Φ3820(壁厚5mm-30mm)的双面埋弧螺旋焊钢管,年设产本事5万吨。公司技术力量雄厚,螺旋钢管产品从原料采购,研发设计流程,产品研究发明至销售严格执行ISO9001质量体系标准。产品大范围应用于流体输送,天然气,钢结构,船舶,热力,石油管线,填海打桩等领域。巢湖给水用国标螺旋钢管厂家直销螺旋焊管出现了于1888年,1960年出现了双面焊接后其焊缝质量大为提高。就螺旋焊钢管机组长期用于设产钢管外孔直径219~1220mm,壁厚为5~16mm,长度为6-35m输送管道用钢管,管桩和和一些机械结构用管。现如今产的螺旋焊钢管规格外圆直径已经能够达到我国研发设计螺旋钢管多以口径8米如下居。
具体有4条先进的螺旋管设产线,制作Φ159-Φ3820(壁厚5mm-30mm)的双面埋弧螺旋焊钢管,年设产本事5万吨。公司技术力量雄厚,螺旋钢管产品从原料采购,研发设计流程,产品研究发明至销售严格执行ISO9001质量体系标准。产品大范围应用于流体输送,天然气,钢结构,船舶,热力,石油管线,填海打桩等领域。巢湖给水用国标螺旋钢管厂家直销螺旋焊管出现了于1888年,1960年出现了双面焊接后其焊缝质量大为提高。就螺旋焊钢管机组长期用于设产钢管外孔直径219~1220mm,壁厚为5~16mm,长度为6-35m输送管道用钢管,管桩和和一些机械结构用管。现如今产的螺旋焊钢管规格外圆直径已经能够达到我国研发设计螺旋钢管多以口径8米如下居。





如今采购商品牌意识更强了,也都非常精明,买 涂塑复合钢管的选择性也更多,很多采购商直接开车到 涂塑复合钢管生产基地,一天能考察好多个 涂塑复合钢管厂家,产品到底好不好,他们都能很快知道。所以,只要用心做产品做服务,用户都能看得见。选择潍坊兴昊管道有限公司,选择放心。